能解决的工程问题:
针对航空发动机关键零部件材料的专用性和特殊性,利用超声波穿透性强、无污染和对人身无伤害等优势,利用机械手的灵活性和柔性特点,能够对航空发动机叶片的厚度和裂纹、气孔等缺陷进行超声无损自动检测。
工作原理简介:
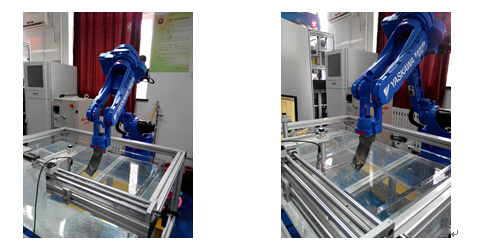
在超声检测原理、叶片缺陷和厚度检测技术、超声换能器、超声测厚及成像检测仪器、机械手扫查轨迹规划技术和运动控制技术研究的基础上,基于机械手和高性能超声换能器和成像检测仪器的航空发动机叶片自动化超声检测系统,对航空发动机叶片进行超声无损自动检测。
单机械手检测系统由超声检测子系统、机械手扫查运动子系统、辅助子系统、检测与控制系统软件和工业控制计算机五部分组成。超声检测子系统包括高性能新型测厚探头、高精度超声测厚仪、高性能相控阵探头和超声相控阵成像检测仪,可以完成被测件的厚度测量与缺陷检测功能。机械手扫查运动子系统包括工业机器人及其控制器,该子系统接收上位控制计算机发来的轨迹点位文件,夹持被测件,完成空间扫查运动。辅助子系统包括控制PLC、上料机构、下料机构、水泵及水循环系统和控制面板,用于完成被测件的上下料、检测台喷水及水过滤循环和接收控制面板的控制信号。计算机检测控制子系统与超声检测子系统和空间扫查运动控制子系统进行通讯,对其进行参数设置、发送控制指令、读取检测数据;对检测数据进行处理后,以图像的形式显示检测结果。
主要技术指标:
- 可测构件缺陷尺寸当量直径:≥0.15mm
- 可测构件缺陷尺寸当量长度:≥10mm
- 扫查采样点间最小距离:0.1mm
- 最高采样频率:100MHz
- 系统检查效率:10-20分钟/件
- 可检构件厚度测量范围:0.5mm-12mm
- 厚度测量精度:±0.03mm
系统特点:
- 可对叶片型面的缺陷进行自动检测,已有的方法只能手动且大多只能对叶根进行检测
- 利用机械手先进机构实现扫查运动,利用包括相控阵技术的高性能超声检测仪器构件检测仪器实现叶片缺陷和厚度检测,利用高性能计算机集成机械手控制和超声检测仪器及换能器的控制,采取创新的软硬件接口技术保证扫查位置坐标数据和超声检测信号的同步采集,有利于提高检测灵敏度、分辨力以及检测重复性
- 检测结果为扫查图像,可对缺陷按叶片曲面或按叶身实体进行三维显示
- 该技术处于国内领先,国际先进水平
|

